Pada artikel kali ini, kita akan menyimak tentang kode Geometri G28 Datum Mesin. G 28 ini juga dapat digunakan untuk mengkalibrasi nol mesin di awal proses.
Sebagian besar mesin yang dikendalikan FANUC terutama pusat permesinan, menggunakan posisi pengembalian nol mesin (juga disebut posisi pengembalian referensi dan posisi awal) sebagai titik referensi untuk fungsi mesin tertentu.

Misalnya, posisi pengembalian nol adalah titik asal untuk entri offset fixture (pusat permesinan) dan offset geometri (pusat pembubutan).
Karena aksesori mesin tertentu memerlukan sumbu untuk ditempatkan pada posisi pengembalian nol sebelum aktivasi. pemrogram CNC harus sering memerintahkan sumbu untuk pergi ke posisi ini. FANUC memiliki dua perintah kode G yang dapat digunakan untuk tujuan ini, G28 dan G53.
G28 Datum Mesin
G28 agak sulit untuk dijelaskan dan dipahami. Ini adalah perintah dua langkah, artinya dua hal akan terjadi ketika perintah G28 dijalankan.
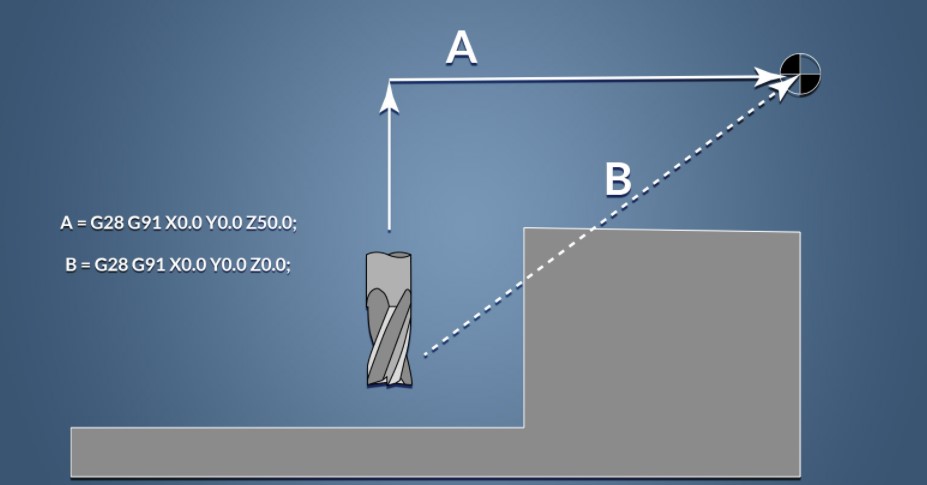
contoh G28
Pertama, sumbu yang termasuk dalam perintah G28 akan menuju ke posisi perantara, kemudian sumbu tersebut akan menuju ke posisi pengembalian nol masing-masing.
Kedua gerakan akan dilakukan dengan cepat. Jika Anda mengaktifkan sakelar blok tunggal, Anda harus menekan tombol siklus mulai dua kali untuk menyelesaikan perintah G28. G28 tersebut akan sekali untuk membuat sumbu bergerak ke posisi tengah dan sekali untuk membuatnya bergerak ke posisi kembali nol.
Karena kita biasanya ingin mesin langsung ke posisi pengembalian nol (tidak memerlukan posisi tengah), saya suka menggunakan teknik berikut. Jika hanya mengirim sumbu Z ke posisi pengembalian nol, saya sarankan:
G91 G28 Z0. Perhatikan terlebih dahulu bahwa hanya kata Z yang disertakan dalam perintah ini, jadi hanya sumbu Z yang akan dilibatkan. G91 (dengan Z0) menetapkan bahwa posisi tengah secara bertahap tidak ada apa-apanya di Z dari posisi saat ini. Jadi pada langkah pertama G28, mesin tidak akan bergerak. Pada langkah kedua, sumbu Z akan cepat ke posisi pengembalian nol.
Berikut adalah beberapa contoh lagi:
G91 G28 X0 Y0. Tidak bergerak apa pun di X dan Y, lalu cepat ke posisi pengembalian nol di X dan Y).
G91 G28 X0 Y0 Z30. (Tidak bergerak apa pun di X dan Y, dan naik 30 milimeter di Z. Lalu cepat ketiga sumbu ke posisi pengembalian nol).
Satu kekhawatiran tentang G28 adalah memungkinkan Anda bekerja dalam mode inkremental dan absolut.
Jika Anda tidak sengaja mengabaikan G91, Kemungkinan mesin sedang dalam mode absolut. Pertimbangkan perintah ini yang mungkin akan menyebabkan crash (atau hampir crash):
pada G28 Z0, Jika mode pemosisian saat tersebut absolut, perintah ini memberi tahu mesin untuk cepat memprogram nol di Z, dan mungkin akan menyebabkan crash, kemudian cepat ke posisi kembali nol.
sumber: https://www.mmsonline.com/articles/g28-versus-g53)
kursus cnc online
Ikuti kelas kursus untuk menjadi Programmer CNC secara gratis di sini. Dan manfaatkan peluang untuk mengikuti Magang Offline setelah mengikuti semua kelas kursusnya