5 Setup Cam Fusion untuk operasi pemotongan secara umum
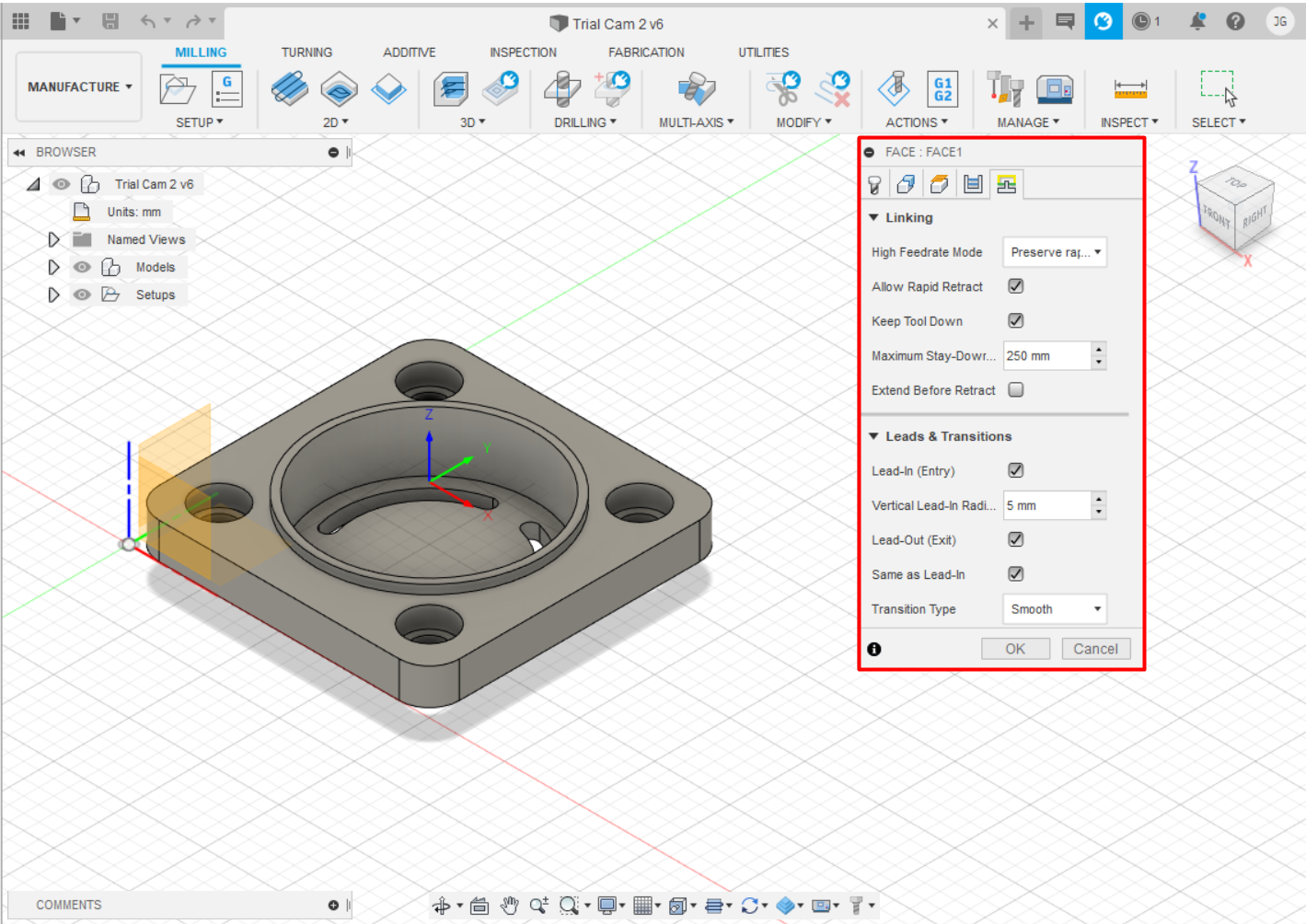
Sebagian besar operasi pemotongan Fusion diatur dengan cara yang sama. Pengaturan tersebut dipecah menjadi lima kelompok tematik. Setelah Anda memahami bagaimana pengaturan diatur, pengetahuan Anda akan ditransfer dengan mudah ke seluruh operasi. Pada Artikel ini, anda akan dijelaskan 5 setup cam Fusion untuk proses pemotongan secara umum. Apa saja keuntungan menggunakan Autodesk Fusion bagi anda? … Read more